کنترل فشار و دما در فرآیند قالبگیری بادی و تزریقی
Pressure and Temperature Control in Injection Molding and Blow Molding
فرآیند قالبگیری پلاستیک یکی از حیاتیترین مراحل تولید قطعات صنعتی است که کیفیت نهایی محصولات به دقت در کنترل فشار و دما در این فرآیند وابسته است. به ویژه در روشهای قالبگیری تزریقی (Injection Molding) و قالبگیری بادی (Blow Molding)، هرگونه نوسان فشار یا دما میتواند باعث بروز مشکلاتی مانند انحراف ابعاد، حباب در قطعه یا شکستگی شود. استفاده از سنسور فشار مذاب و کنترلر فشار و دما، امکان نظارت دقیق فرآیند و تولید قطعات با کیفیت بالا را فراهم میکند. رکسنس (REXSENSE) تجهیزات دقیق کنترل فشار و دما برای قالبگیری پلاستیک ارائه میدهد.
وظیفه اندازهگیری و مشخصات فرآیند (مقادیر معمول)
اندازهگیری دقیق و پیوسته فشار و دمای مواد مذاب (Melt) در قالب و اکسترودر برای کنترل کیفیت و یکنواختی قطعات در فرآیند قالبگیری تزریقی و بادی.
محل نصب سنسور
Measuring point
قالب (Die) / سیلندر (Barrel)
محدوده اندازهگیری
Measuring Range
50 … 1000 bar
نوع سیال
Medium
مواد مذاب پلیمری
فشار فرآیند
Process Pressure
Max. 1000 bar
دمای فرآیند
Process Temperature
Max. 400 °C
کنترل دقیق فرآیند قالبگیری بادی و تزریقی نقش اساسی در کاهش ضایعات و افزایش بهرهوری دارد. در صنایع پلیمری، لاستیک و پلاستیک، کنترل فشار و دما نه تنها کیفیت محصول را تضمین میکند، بلکه باعث افزایش عمر قالب، کاهش هزینههای تعمیر و نگهداری و بهبود راندمان تولید میشود. تجهیزات ابزار دقیق مانند سنسور فشار مذاب و کنترلر دما به اپراتورها این امکان را میدهد که فرآیند اکسترودر و قالبگیری را تحت کنترل کامل داشته باشند.
روشهای قالبگیری پلاستیک
قالبگیری تزریقی
Injection Molding
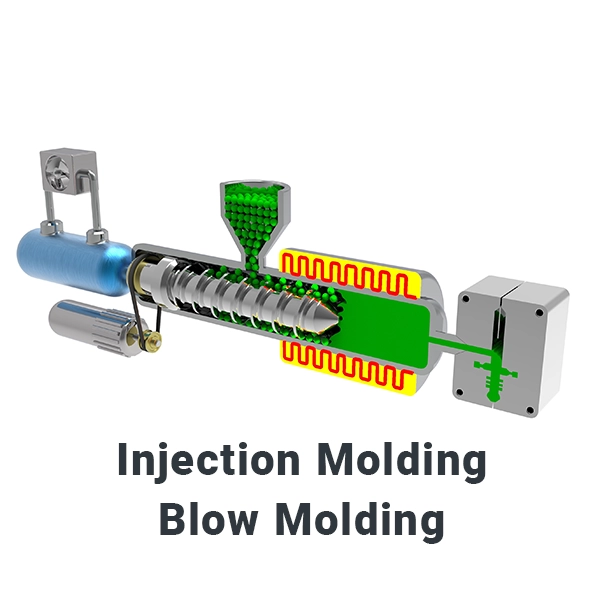
قالبگیری تزریقی فرآیندی است که در آن مواد پلیمری مذاب، پس از عبور از اکسترودر و آمادهسازی در فرآیند اکستروژن، به داخل قالب تزریق میشوند و پس از سرد شدن، شکل قطعه نهایی ایجاد میشود. این روش به دلیل دقت بالای ابعادی و امکان تولید حجم زیاد قطعات پیچیده، در صنایع خودرو، لوازم خانگی، تجهیزات پزشکی و بستهبندی بسیار محبوب است.
نقش کنترل فشار و دما: فشار بالای تزریق و دمای دقیق مذاب و قالب، تعیینکننده کیفیت سطح و مقاومت مکانیکی قطعه هستند. استفاده از سنسور فشار مذاب در اکسترودر و مسیر تزریق باعث میشود که فشار به صورت لحظهای کنترل شود و از مشکلاتی مانند حباب هوا یا نقصهای داخلی جلوگیری شود.
قالبگیری بادی
Blow Molding
در قالبگیری بادی، یک لوله یا پِرِفُرم پلیمری به شکل اولیه ایجاد شده و سپس با دمش هوا در داخل قالب منبسط میشود تا شکل نهایی توخالی قطعه (مانند بطری یا مخزن) شکل بگیرد. این روش برای تولید قطعات توخالی، سبک و مقاوم بسیار مناسب است.
نقش کنترل فشار و دما: فشار دمش و دمای پریفرم یا لوله مذاب تعیینکننده ضخامت دیواره، یکنواختی و مقاومت محصول هستند. استفاده از سنسورهای فشار مذاب و کنترلرهای دقیق فشار و دما در این روش باعث میشوند که فرآیند پایدار و قابل تکرار باشد، و محصول نهایی از نظر ابعاد و کیفیت کاملاً یکنواخت باشد.
قالبگیری تراکمی
Compression Molding
در این روش، مواد پلاستیکی به شکل ورقه یا پودر در قالب گرم قرار میگیرند و سپس با فشار بالا تحت قالب شکل میگیرند. این روش برای تولید قطعات بزرگ، مقاوم و دارای ضخامت زیاد مناسب است، مانند پنلهای الکتریکی، قطعات خودرو و تجهیزات صنعتی سنگین. کنترل دقیق دما و فشار در قالبگیری تراکمی اهمیت بالایی دارد، زیرا کوچکترین تغییر در شرایط فرآیند میتواند باعث انحراف ابعاد یا نقص سطح قطعه شود.
قالبگیری چرخشی
Rotational Molding
در قالبگیری چرخشی، قالب حاوی مواد پلیمری گرم شده و به آرامی در چند محور چرخانده میشود تا مواد به طور یکنواخت روی دیوارههای قالب پخش شوند. این روش برای تولید قطعات توخالی بزرگ، مانند مخازن، تانکها و اسباببازیهای بزرگ کاربرد دارد. کنترل دما در قالب و میزان چرخش نقش کلیدی در ضخامت دیواره و یکنواختی محصول نهایی دارد.
ترموفرمینگ
Thermoforming / Vacuum Forming
در این فرآیند، ورقهای پلاستیکی حرارت داده شده و سپس با استفاده از وکیوم یا فشار مکانیکی روی قالب شکل داده میشوند. ترموفرمینگ برای تولید بستهبندی، قطعات بدنه سبک و قطعات تزئینی صنعتی کاربرد دارد. کنترل دمای ورق و قالب برای جلوگیری از کشیدگی یا ناپیوستگی سطح، حیاتی است.
قالبگیری انتقالی
Transfer Molding
در قالبگیری انتقالی، مواد پلیمری ابتدا در محفظهای گرم قرار میگیرند و سپس با فشار به داخل قالب هدایت میشوند. این روش برای قطعات پیچیده صنعتی و الکتریکی با دقت ابعادی بالا مناسب است. کنترل فشار و دمای ماده در مسیر انتقال اهمیت زیادی دارد تا قطعات بدون حباب، ترک یا تغییر ابعاد تولید شوند.
جمعبندی و نکته کلیدی
هرچند این روشها کاربردهای صنعتی خاص خود را دارند، اما قالبگیری تزریقی و قالبگیری بادی بیشترین حساسیت را نسبت به کنترل فشار و دما دارند و در صنایع پلمیری، لاستیک و پلاستیک بسیار پرکاربردتر هستند. به همین دلیل در این مقاله تمرکز ما روی این دو فرآیند و کنترل دقیق آنها توسط سنسور فشار مذاب و کنترلر دما و فشار است.
نقش فشار و دما در قالبگیری بادی و تزریقی
کنترل فشار و دما در قالبگیری بادی و تزریقی مهمترین عامل برای کیفیت قطعه نهایی است. فشار بالا یا پایینتر از حد استاندارد، باعث انحراف ابعاد، ایجاد حباب یا ترک در قطعه میشود. دمای نامناسب قالب یا مواد نیز میتواند منجر به جوش خوردگی ناقص، تغییر رنگ و کاهش مقاومت مکانیکی شود.
با تجهیز فرآیند به سنسور فشار مذاب و کنترلر و نمایشگر، اپراتورها میتوانند فشار و دما را به صورت بلادرنگ (Real-time) مانیتور کنند و تغییرات ناخواسته را سریعاً اصلاح کنند.
کاربرد سنسور فشار مذاب
Melt Pressure Sensor Application
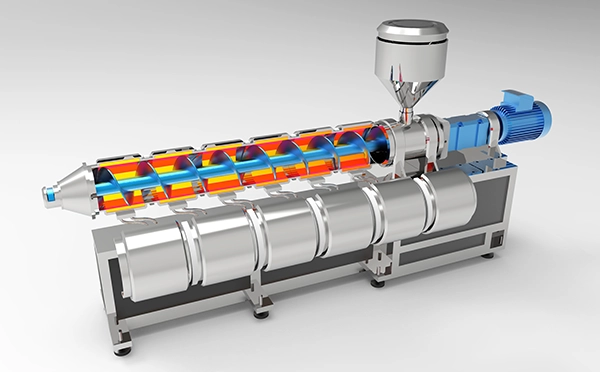
نحوه کار سنسور فشار مذاب در اکسترودر و فرآیند قالبگیری
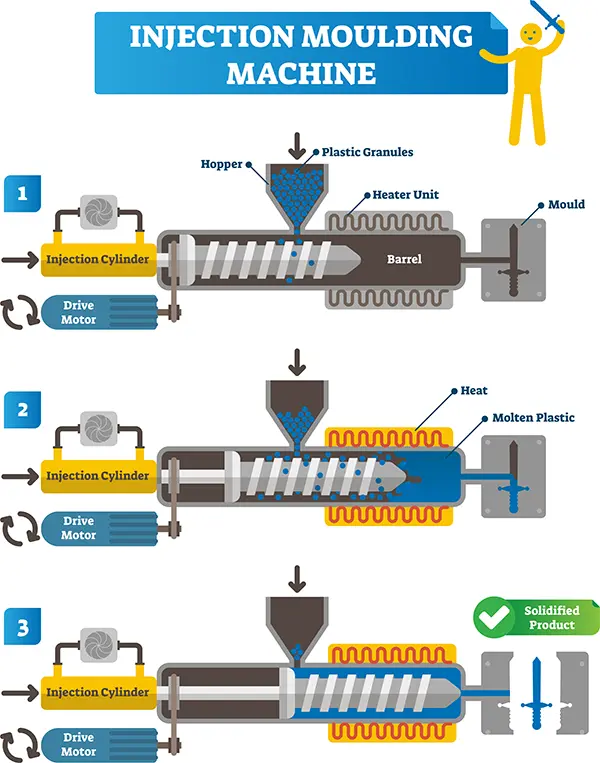
سنسور فشار مذاب به صورت مستقیم در مسیر سیلندر اکسترودر (Barrel) یا روی قالب (Shaping Die) نصب میشود و فشار و دمای مواد مذاب را اندازهگیری میکند. دادههای به دست آمده توسط کنترلرها، برای تنظیم سرعت تزریق، فشار دمش و دمای قالب استفاده میشود.
مزایای استفاده از سنسور فشار مذاب
- افزایش کیفیت محصول: کنترل دقیق فشار و دما باعث یکنواختی قطعات میشود.
- کاهش ضایعات: جلوگیری از شکستگی، حباب و انحراف ابعادی.
- بهبود بهرهوری: تنظیم خودکار فرآیند و کاهش نیاز به تنظیمات دستی.
- یکپارچگی با کنترلر دما: ترکیب دادههای فشار و دما برای فرآیند پایدار.
💡 در فروشگاه رکسنس (REXSENSE)، انواع سنسور فشار مذاب با دقت بالا و قابلیت نصب بر روی اکسترودر و خطوط تزریق موجود است.
نقش کنترلر دما و فشار در فرآیند قالبگیری
اهمیت دما در فرآیند تزریقی و بادی
دما تعیینکننده ویسکوزیته مواد مذاب و رفتار آن داخل قالب است. دمای مناسب باعث میشود که مواد به درستی در قالب جریان یابد و ضخامت دیواره قطعه یکنواخت شود.
نحوه ادغام کنترلر دما با سنسور فشار
کنترلر دما با دریافت داده از سنسور فشار، فرآیند را بهینه میکند. این هماهنگی باعث میشود که هم فشار و هم دما در محدوده استاندارد باقی بمانند و کیفیت محصول نهایی تضمین شود.
مقایسه قالبگیری تزریقی و بادی از منظر کنترل فرآیند
| ویژگی | قالبگیری تزریقی | قالبگیری بادی |
|---|---|---|
| نوع قطعه | قطعات پیچیده و جامد | قطعات توخالی (بطری، مخزن) |
| حساسیت به فشار | بسیار بالا | متوسط تا بالا |
| حساسیت به دما | بالا | متوسط تا بالا |
| نقش سنسور فشار | کنترل دقیق فشار تزریق و کیفیت سطح | کنترل فشار دمش و ضخامت دیواره |
| نقش کنترلر دما | تضمین ویسکوزیته و جریان یکنواخت | کنترل دمای پریفرم و قالب |
چالشهای ویژه در فرآیند قالبگیری بادی و تزریقی
کنترل جریان و تراکشن
در قالبگیری تزریقی، مواد مذاب پلیمری باید به صورت یکنواخت در کل قالب جریان پیدا کنند. نوسانات فشار یا ویسکوزیته متفاوت مواد میتواند باعث عدم پر شدن کامل قالب، حباب، خط جوش یا تراکشن غیر یکنواخت شود.
راهکار: استفاده از سنسور فشار مذاب و کنترلر دما برای نظارت بلادرنگ، تنظیم سرعت تزریق و فشار پشتیبانی، و اطمینان از پر شدن یکنواخت قالب.
اختلاف دما و مشکلات سرد شدن
اختلاف دمای بین بخشهای مختلف قالب یا بین مواد مذاب و قالب باعث تغییرات ضخامت دیواره، تنش داخلی و انحراف ابعاد میشود.
راهکار: مانیتورینگ دما با سنسورهای دما و کنترل دقیق سیستم خنککننده قالب برای یکنواختی دما.
فشار بیش از حد یا ناکافی
فشار بیش از حد باعث آسیب به قالب، ترک یا خط جوش میشود و فشار ناکافی منجر به قطعات ناقص یا با سطح نامطلوب میشود.
راهکار: تنظیم دقیق فشار تزریق یا دمش با سنسور فشار مذاب و سیستم کنترل فشار هوشمند.
مشکلات ناشی از ویسکوزیته مواد
ویسکوزیته بالای مواد ممکن است باعث کند شدن جریان و پر نشدن کامل قالب شود و ویسکوزیته پایین منجر به بروز حباب و نشتی در قالب میشود.
راهکار: انتخاب مواد مناسب، کنترل دمای مذاب و پایش فشار در خط اکسترودر.
نقصهای سطحی و انحراف ابعادی
مشکلاتی مانند خطوط جوش، موج، حباب و تغییر شکل قطعه معمولاً ناشی از ترکیب فشار و دما نامناسب، سرد شدن ناهمگن و جریان غیر یکنواخت هستند.
راهکار: استفاده همزمان از سنسور فشار و دما برای تضمین کنترل دقیق فرآیند.
جمعبندی و نتیجهگیری
کنترل دقیق فشار و دما در قالبگیری بادی و تزریقی کلید تولید قطعات با کیفیت و یکنواخت است. استفاده از سنسور فشار مذاب (Melt) و کنترلر فشار و دما باعث افزایش بهرهوری، کاهش ضایعات و تضمین کیفیت محصول نهایی میشود.
برای دریافت تجهیزات با دقت بالا و راهکارهای کنترل فرآیند، فروشگاه رکسنس (REXSENSE) ارائهدهنده انواع سنسور فشار مذاب و کنترلر دما و فشار برای خطوط اکسترودر و قالبگیری است. این تجهیزات به صنایع پلیمری، لاستیک و پلاستیک کمک میکنند تا کیفیت و بازدهی تولید خود را به حداکثر برسانند.
محصولات پیشنهادی

کنترلر و نمایشگر
220,000,000 ﷼

سنسور فشار مذاب
420,000,000 ﷼

سنسور فشار مذاب
375,000,000 ﷼

سنسور فشار مذاب
420,000,000 ﷼

سنسور فشار مذاب
375,000,000 ﷼

سنسور فشار مذاب
600,000,000 ﷼

سنسور فشار مذاب
375,000,000 ﷼

سنسور فشار مذاب
375,000,000 ﷼

سنسور فشار مذاب
365,000,000 ﷼

سنسور فشار مذاب
365,000,000 ﷼

سنسور فشار مذاب
420,000,000 ﷼

سنسور فشار مذاب
420,000,000 ﷼
صنایع مرتبط
- صنایع داروسازی
- صنایع خودروسازی
- صنایع غذایی و نوشیدنی
- ماشین سازی و اتوماسیون
- صنایع پلیمری، لاستیک و پلاستیک